

 欢迎光临亮银铝制品官方网站!
欢迎光临亮银铝制品官方网站!


一模多出(孔)铝挤压加工模孔数目的选择
文章出处:网责任编辑:作者:人气:-发表时间:2016-01-14 13:44:00
在铝挤压加工生产中、小规格的铝合金棒材时,为了提高挤压机的生产率,避免挤压系数过大而使挤压力增高,造成闷车或挤压不动的现象,或者由于挤压机的受料台长度有限,铝制品的挤出长度不能过长(在不用卷取装置的情况下)等原因,应采用多孔模挤压。
多孔模模孔数目可按以下原则进行选择。
A.铝挤压加工合理的挤压系数
挤压系数的大小是决定模孔数目的重要因素之一,一般情况下可按下式来确定模孔数目。
 铝挤压加工
铝挤压加工
式中:
n——模孔数目;
F制——单根制品的截面积;
F筒——挤压筒面积;
Λ均——平均挤压系数。
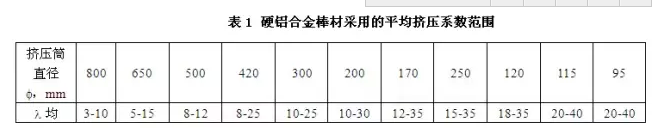
Λ均可根据挤压机的吨位及挤压机受料台和冷却台的长度,挤压筒规格,对制品的力学性能与组织的要求,被挤压合金的变形抗力的大小等因素来确定。对于铝合金棒材来说,一般可取8~40,最多可达50以上。表1为我国某些工厂所采用的硬铝合金棒材的挤压系数范围。而纯铝及软铝合金如1100、3003、6063等的最佳挤压系数可取12~80,最大可达100以上。
B.铝挤压加工足够的模子强度
为了提高模具寿命,模孔离模子外径圆周的距离和模孔间的距离都应保持一定的数值。这个数值与挤压机的大小有关。对于5000吨以下的挤压机,这个距离一般取15~50mm,小吨位的挤压机取下限,大吨位的挤压机取上限。对于万吨级的大型挤压机应加大到30~80mm。由于这种限制,所以多孔模的孔数不能过多。
C.铝挤压加工良好的制品表面质量
为了防止铸锭表面上的脏物流入挤压制品中,应使模孔与挤压筒的边缘保持一个最小的距离,一般取挤压筒直径的10%~30%(大挤压机取下限,小挤压机取上限)。此外,为了防止制品表面擦伤和扭伤,减少拉料工人的劳动强度和废品量,模孔的数目也不能过多。
D.铝挤压加工金属流动尽可能均匀
据有关资料介绍,目前有的棒模最多开有50个模孔,但一般常用10~12个以下。
下一篇:一模多出(孔)铝挤压加工模孔配置上一篇: 一模多出(孔)铝挤压加工技术的优越性
此文关键字:亮银 佛山市亮银铝制品有限公司 佛山亮银 铝材开模 铝材加工 铝材定制 CNC加工 CNC铝制品加工 铝材数控加工 铝挤压定做 铝挤压开模 铝挤压加工 亮银铝制品 亮银铝制品官网 亮银铝制品官方网
相关资讯




推荐产品




同类文章排行
- 常见的铝型材表面处理方式
- 大家一起说说哪些,铝型材加工、定制、型材分类及用途
- 简单描述下铝制品
- 铝型材表面划伤的原因以及解决方法
- 【亮银】铝型材散热器因其优越的性能被广泛应用
- LED灯具为何要选用铝型材制作?
- 空心、平面、长断面铝型材模具的优化与设计
- 铝型材氧化膜性能分析以及质量评价
- 铝型材挤压时产生残留空气的原因及解决办法
- 解决铝型材挤压时出现的短条和划线缺陷的方法
最新资讯文章
- 常见的铝型材表面处理方式
- 大家一起说说哪些,铝型材加工、定制、型材分类及用途
- 简单描述下铝制品
- 铝型材表面划伤的原因以及解决方法
- 【亮银】铝型材散热器因其优越的性能被广泛应用
- LED灯具为何要选用铝型材制作?
- 空心、平面、长断面铝型材模具的优化与设计
- 铝型材氧化膜性能分析以及质量评价
- 铝型材挤压时产生残留空气的原因及解决办法
- 解决铝型材挤压时出现的短条和划线缺陷的方法
您的浏览历史
